Vibratory Equipment

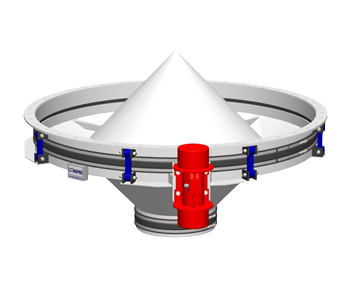
Bin Activator
Bin Activators are designed to promote smooth discharge of difficult or poorly flowing bulk materials from bins, hoppers, and silos. They help prevent arching, rat-holing, and material stagnation in storage systems.
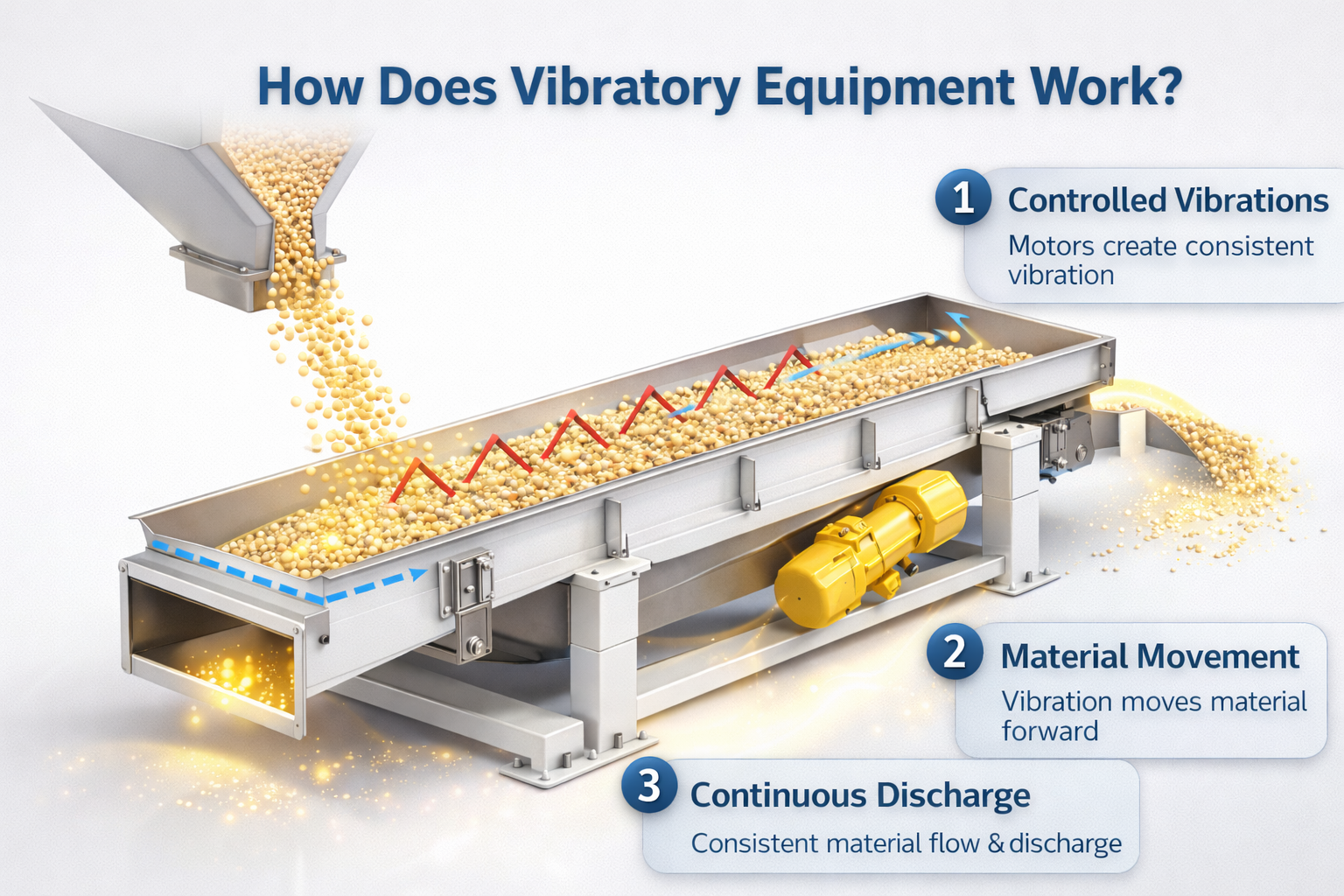
Vibratory Feeder
A Vibratory Feeder ensures controlled and uniform feeding of bulk materials to downstream equipment. It is ideal for regulated material flow in processing, packaging, and production lines.

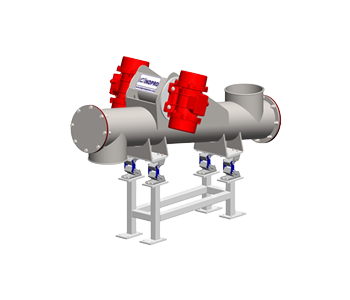
Vibratory Conveyor
Vibratory Conveyors are used for efficient horizontal transport of bulk materials with minimal product degradation. They are suitable for continuous conveying in industrial handling systems.
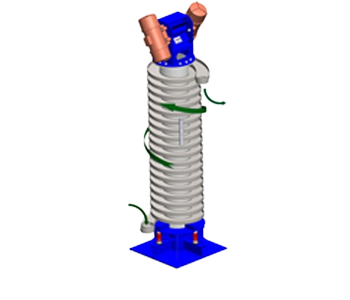
Vibratory Spiral Conveyor
Vibratory Spiral Conveyors are designed for vertical conveying, cooling, drying, or elevating bulk materials in compact plant layouts. They offer space-saving and process-friendly material movement.
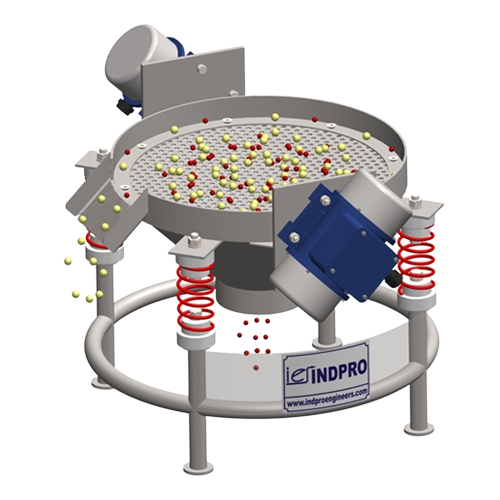
Vibratory Screener
Vibratory Screeners are used for screening, grading, and separation of materials based on particle size. They improve product quality and process efficiency across multiple industries.
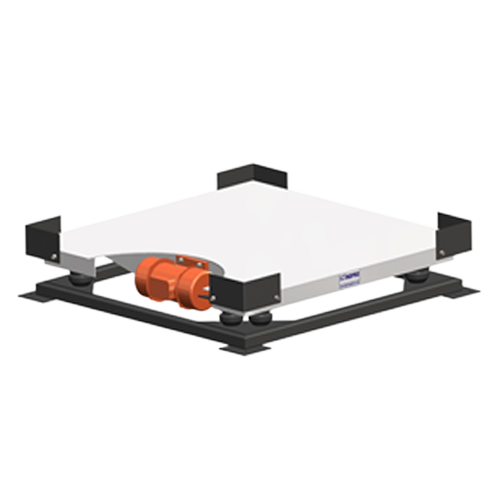
Vibratory Bag Compaction Table
Vibratory Bag Compaction Tables help settle material inside bags, boxes, or containers for better compaction and optimized storage or transportation.

Bin Aerators
Bin Aerators improve the flow of fine powders and dry bulk materials by introducing controlled air movement near hopper or silo walls. They help reduce material sticking and improve discharge consistency.
FIBC Unloading Station
FIBC Unloading Station is designed for safe and efficient discharge of bulk materials from jumbo bags into downstream processing systems. It helps ensure controlled material flow, reduces spillage